






呼和浩特环球 众环动力卡盘(K51综合说明)
使 用 说 明
发稿人:呼和众环 柳州众环于国强13847107451 18178288667
QQ:1316443493微信:13847107451
0 前言
感谢您使用呼和浩特众环(集团)有限责任公司生产的“众环”牌环球牌K51(KS)、K51T(KX)、K51F系列楔式动力卡盘。为了您能够正确地使用、操作、维护本产品,确保您的安全,特别注意文中此 图形符号处之说明,并请妥善保存,以便日后查阅,这将有助于长期为您提供完善的服务。
图形符号处之说明,并请妥善保存,以便日后查阅,这将有助于长期为您提供完善的服务。
本说明书仅适用于三爪K51(KS)

系列楔式动力卡盘,说明书中所有内容仅供用户使用和维护时参考。未尽事宜,欢迎用户向本公司销售服务部门咨询,并欢迎在使用过程中对本产品提出宝贵意见。
卡盘及气缸(油缸)是作为机床部件使用的,这些部件常常是以高速旋转来进行工作的,工作中使用不当有可能造成卷入、缠绕、冲击、零件飞散等危险。因此,我们建议使用者应将这些部件用防护罩罩好后方可进行工作,以避免危险,并在使用之前请仔细阅读本使用说明书中提示的安全操作注意事项。使用众环集团生产的气缸(油缸)与之相配套会对您的安全起到有力保障。
用户注意事项:
a) 虽然卡盘已符合各项标准的要求,但是危险仍可能因工件和机床的特性而产生。为消除危险使用者应考虑工件的特性(如尺寸、质量和形状)及机床的特性(如转速、进给量和切削深度)。
b) 使用者应根据所需的夹紧力来确定机床加工的最大允许速度,而此速度不能超过卡盘的最大旋转速度。
c) 对于特殊的顶爪,使用者应重新计算卡盘动态夹紧力。
d) 在一定时间间隔内,应根据维护说明,使用静态夹紧力测量设备来检查其维护状况。
e) 如果没能达到满意的旋转平衡品质,将可能出现残余危险。
f) 为避免超负荷力作用于特定卡盘,应降低来自机床的有效作用力。
1 概述
本产品采用我厂生产的 P21系列回转气缸、P22系列回转油缸为动力源,也可自行配置气压、液压或电动装置为动力源。适用于经济型数控车床、自动化车床、专用车床及各种六角车床、普通车床上进行棒类、盘类零件的加工。本产品经过严格的平衡,具有定心精度高、调整方便、夹紧可靠、动作快捷的优点。可显著提高工作效率,减轻体力劳动。是专业化、大批量生产的理想夹具。
2 型号说明 Model instruction
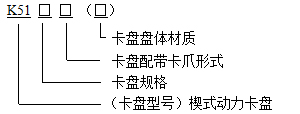
①卡盘型号
卡盘为二爪楔式动力卡盘时为:K51T(旧型号为KX)。
卡盘为三爪楔式动力卡盘时为:K51(旧型号为KS)。
卡盘为四爪楔式动力卡盘时为:K51F。
②卡盘规格
卡盘直径D。
③卡盘配带卡爪形式
卡盘配带十字键型连接的软卡爪时为:B(旧型号为KX1、 KS1)。
卡盘配带梳齿型连接的软卡爪时为:C(旧型号为KX2、 KS2)。
④ 卡盘盘体材质
材质为钢时为(G)。
3夹持范围
3.1 用户应根据加工零件的尺寸要求,按卡盘所允许的夹持范围,选用合适的卡盘,且卡盘的夹持范围见图1、表1。

注:上表中( )内数值适用于B型软卡爪卡盘。
4 基本参数及主要技术性能指标
K51(KS)型卡盘基本参数见图2、表2。
K51T(KX)型卡盘基本参数见图2、表3。
K51F型卡盘基本参数见图2、表4。

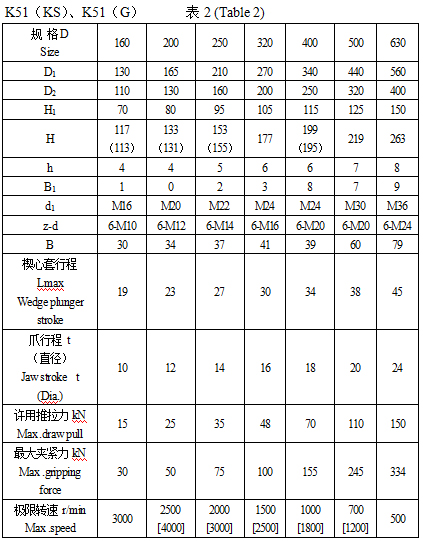
注:上表中( )内数值适用于K51B型软卡爪卡盘。[ ]数值适用于K51(G)型钢盘体卡盘。
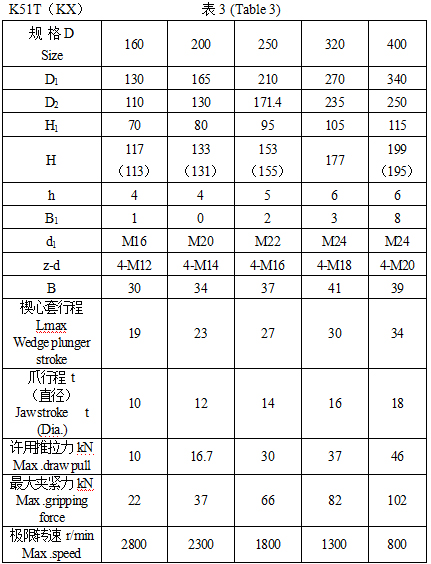
注:上表中( )内数值适用于K51T B型软卡爪卡盘。

注:上表中( )内数值适用于B型软卡爪卡盘。
5 安装 Mounting
卡盘与主轴通过过渡盘连接,止口D1和H面为安装定位基准面。
卡盘装于机床主轴前端,后端安装气缸(油缸),卡盘和气缸(油缸)之间通过拉杆连接。
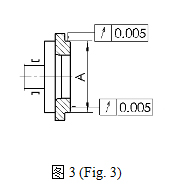
5.1 过渡盘制作要求
过渡盘应按机床主轴端部的形式(参考IS0702或GB/T5900)和所选卡盘的连接部位尺寸D1和h由专业人员设计、制造或通过本公司配制,并保证与卡盘和主轴连接安全可靠,过渡盘安装面的端面跳动和径向跳动应在0.005mm以内,见图3。
.jpg) 注意事项 CAUTION
注意事项 CAUTION
·A尺寸与卡盘止口配合应为过渡配合。
·过渡盘与机床主轴连接时应选用8.8级以上的螺钉,锁紧螺钉时,请依照表6的锁紧力矩锁紧,如果锁紧力矩不足或太大,将造成螺钉断裂,工作物飞散,产生危险。
5.2 拉杆制作要求 Manufacture of pushing bar
合理确定拉杆的长度,方能使卡盘处于最佳受力状态。拉杆由用户根据所选用气缸(油缸)连接部位结构、尺寸和卡盘连接部位结构、尺寸及机床主轴的实际尺寸来制作,并保证有足够的强度,型式见图4,装配关系见图5。
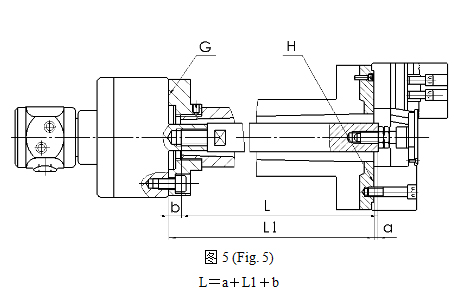
上式中
L:拉杆的长度。
L1:卡盘安装定位基准面(H面)至气缸(油缸)过渡盘上定位基准面(G面)的距离,可在机床配制过渡盘后测得。
M1:拉杆与卡盘连接螺钉连接尺寸,M1 = d1 (见表2、表3、表4)。
M2:拉杆与配套气缸(油缸)连接尺寸,可在所配动力源使用说明书中查到。
b:可由配套气缸(油缸)说明书中查到。
a:尺寸见表5。

例:K51250C楔式动力卡盘与P21160气缸(我公司制造)配套使用时,设机床上L1尺寸为800mm, 查气缸使用说明书b为 –0.5则:
L = 1.5 + 800 + (-0.5) = 801 即拉管(杆)总长应为801mm
判断拉杆长度是否合适的简便方法:将气缸(油缸)和拉杆安装到机床上后,气缸(油缸)活塞前行至终点(活塞杆伸出)时,测得拉杆伸出卡盘定位基准面(H面)部分的长度等于a时,为合适,否则应进行调整。
5.3 安装
① 将拉杆安装在回转气缸(油缸)上
将拉杆旋入回转气缸(油缸)前端活塞螺纹孔内,直至旋不动为止。
② 将回转气缸(油缸)装于主轴上(过渡盘)
将回转气缸(油缸)装于主轴后端过渡盘上。
检查回转气缸(油缸)跳动(跳动较大时可调整过渡盘上的调整锁紧螺钉)及管路是否正常,设定气压(油压)力处于低压状态(0.4-0.5MPa)使活塞运动2-3次后停置于前端,然后关掉电源.
③ 安装卡盘至拉杆上
取下卡盘软爪及挡盖,以1、2、3、4(1、2、3或1、2)号螺钉旋入数
牙(参考图6)。
将六方扳手插入卡盘连接螺钉孔中,转动连接螺钉安装(拆卸)拉杆。连接螺钉旋入拉杆时,如不是很平稳的旋入,应将重新检查拉
杆中心是否倾斜等,如强制旋入会造成精度上的误差及螺纹损坏。
④ 安装卡盘至主轴上
使卡盘完全与过渡盘端面相结合。
依下列顺序锁紧螺钉,如锁紧力不均衡将产生跳动,锁紧力矩参见表6。

.jpg) 注意事项
注意事项
·拆箱时请按装箱单检查是否齐全。
·清洗卡盘及附件表面上的防锈油。清洗时请勿清洗掉内部润滑脂。
·安装卡盘的螺钉请按规定力矩锁紧(参见表6)。
·如锁紧力矩不足或太大将导致发生意外。
·用卡盘配带的安装螺钉为使用原则,如特殊情形请使用8.8级以上的螺钉,并有足够的长度。
6 操作
① 工作前应依次对下列各项进行检查和测试。
a. 确认卡盘、拉杆、回转气缸(油缸)安装是牢固的;
b. 确认三块(两块或四块)顶爪处在同一回转半径上,且安装牢固;
c. 当回转气缸(油缸)处于正常状态时检查卡盘夹松是否正常、平稳及测定基爪位移量;
d. 主轴转速设定最低,若运转正常,增加转速,并检查卡盘跳动情况和有无其它异常。
② 卡盘的调试
a. 调整顶爪和基爪的相对位置,即可满足卡盘夹持不同直径工件的要求,通过调整后观察卡爪松夹过程,应使基爪行至松夹位移量的中点时,顶爪恰好夹紧工件。此时卡盘内部楔式增力结构受力工作面接触长度较大,受力状态好。
b. 软顶爪卡盘的夹(撑)持弧系由用户随机配车(磨)而成,可获得理想夹持精度。
c. 调整回转气缸(油缸)压力,即可改变卡盘的夹紧力,以满足夹持各种薄壁和易变形件的加工需要。
d. 当卡盘的夹紧力不足时,应清洗卡盘,并设法改善卡盘的润滑状况。不可通过加大气缸(油缸)压力,来获得卡盘夹紧力,以免卡盘在超负荷条件下工作造成损坏以至报废。
.jpg) 注意事项 CAUTION
注意事项 CAUTION
·当更换顶爪时,必须清理基爪与接触面的结合部位及T型块的结合部位,否则将造成精度降低。
·根据工件外形及切削用量来设定气压(油压)压力,如果管状的工件被高压夹持将造成变形。
·夹持斜面或锥度的铸件时,使用的特殊爪需具有齿状之夹持面(或选用硬顶爪)以防工件飞散。
·加工偏心工件时,偏心重量使离心力作用在对应爪上,应选用低转速。
·不可使用与基爪不相配的顶爪,配合不良,将影响夹紧力及精度,严重使基爪损坏。
·长时间停置机器时,卡盘上不可夹持工件。
·特殊高度顶爪气压(油压)压力需比标准顶爪低。
·当操作不当或发生机械故障造成撞击卡盘时,应立即停机检查顶爪、基爪、T型块、连接螺钉及夹持精度是否正常。
7 维护与保养
7.1 机床维护与维修的同时,卡盘亦需要维护与维修(时间按照机床修理期限而定)。
7.2 卡盘在使用过程中应每班进行清洗、润滑,以保持卡盘精度和延长使用寿命。采用本厂特制的“8618”润滑脂润滑,可显著提高夹紧力,获得最佳使用效果。
7.3 每年最少要对卡盘进行两次彻底清洗、润滑和保养,以及处理危险部件,并对所有工作面进行润滑。当机床的使用频率增大或处于特殊操作条件下时,应适当增加卡盘的清洗、润滑和保养次数。
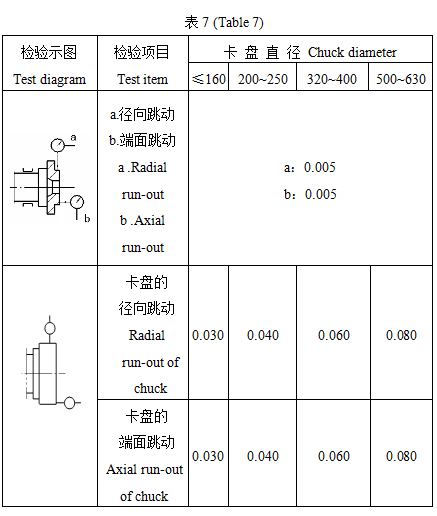
8 几何精度
卡盘的几何精度见表7。
 电子营业执照
电子营业执照